
登录注册
ug钳孔工装(ID:1896869)
截图
AI截图渲染
✨AI图片渲染
0.png)
1.png)
2.png)
3.png)
4.png)
| # | 文件名称 | 文件大小 |
|---|---|---|
| 1 | 17408850451241.rar | 22.99M |
| 2 | M10的支撑板螺钉.prt | 326.05K |
| 3 | M10螺母.prt | 87.90K |
| 4 | M16的螺栓.prt | 86.32K |
| 5 | V形块框.prt | 246.11K |
| 6 | φ12螺杆.prt | 508.51K |
| 7 | φ5条紧固螺栓.prt | 485.82K |
| 8 | 压板.prt | 228.45K |
| 9 | 垫片.prt | 116.62K |
| 10 | 垫片φ15.prt | 115.86K |
| 11 | 夹具板.prt | 4.82M |
| 12 | 夹紧支撑杆.prt | 96.92K |
| 13 | 弹簧42.prt | 1.00M |
| 14 | 弹簧V形块.prt | 188.11K |
| 15 | 摆动压块.prt | 290.95K |
| 16 | 支撑板.prt | 407.48K |
| 17 | 支撑钉.prt | 530.18K |
| 18 | 条.prt | 165.07K |
| 19 | 条2.prt | 166.21K |
| 20 | 毕业设计.prt | 1.26M |
| 21 | 螺旋加紧机构螺纹套.prt | 456.28K |
| 22 | 螺旋夹紧机构.prt | 1.11M |
| 23 | 螺栓.prt | 782.16K |
| 24 | 螺母.prt | 190.82K |
| 25 | 装配.prt | 1.54M |
| 26 | 连接盘.prt | 3.24M |
| 27 | v形块.prt | 256.35K |
| 28 | 压板.prt | 227.45K |
| 29 | 圆形定位销.prt | 507.95K |
| 30 | 夹具2.prt | 343.89K |
| 31 | 左板.prt | 1.06M |
| 32 | 底板.prt | 331.58K |
| 33 | 开口垫圈.prt | 135.24K |
| 34 | 弹簧2.prt | 1.03M |
| 35 | 弹簧V.prt | 902.32K |
| 36 | 弹簧压紧螺母.prt | 170.07K |
| 37 | 弹簧垫片.prt | 111.20K |
| 38 | 心轴.prt | 703.94K |
| 39 | 支撑杆.prt | 426.36K |
| 40 | 支撑板.prt | 180.05K |
| 41 | 杆.prt | 631.22K |
| 42 | 紧固螺母.prt | 466.15K |
| 43 | 菱形销.prt | 513.24K |
| 44 | 角铁.prt | 1.49M |
| 45 | 钻套1.prt | 138.39K |
| 46 | 钻套2.prt | 140.62K |
| 47 | 零件.prt | 1.26M |
此图纸下载需要93金币
立即下载
发布者
一品三维工程师
创作: 322
粉丝: 5
加入时间:2024-05-03

模型信息
图纸ID:1896869
图纸格式:prt
文件大小:23.54M
所需金币:93
上传时间:2025-03-02 11:10:49
是否可编辑:可修改,包括参数
软件版本:UG 12
标签
ug建模
钳孔工装
图纸简介
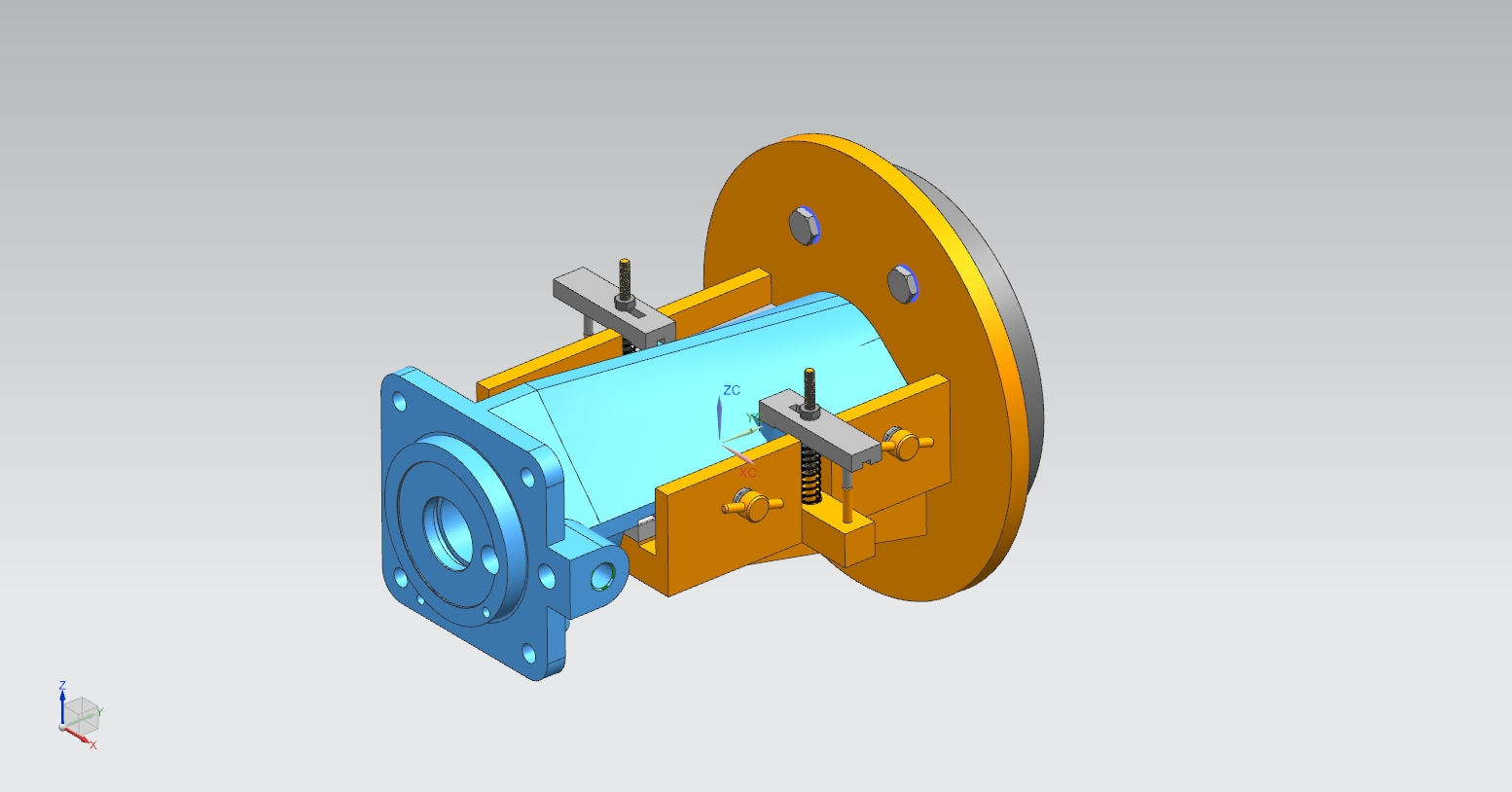
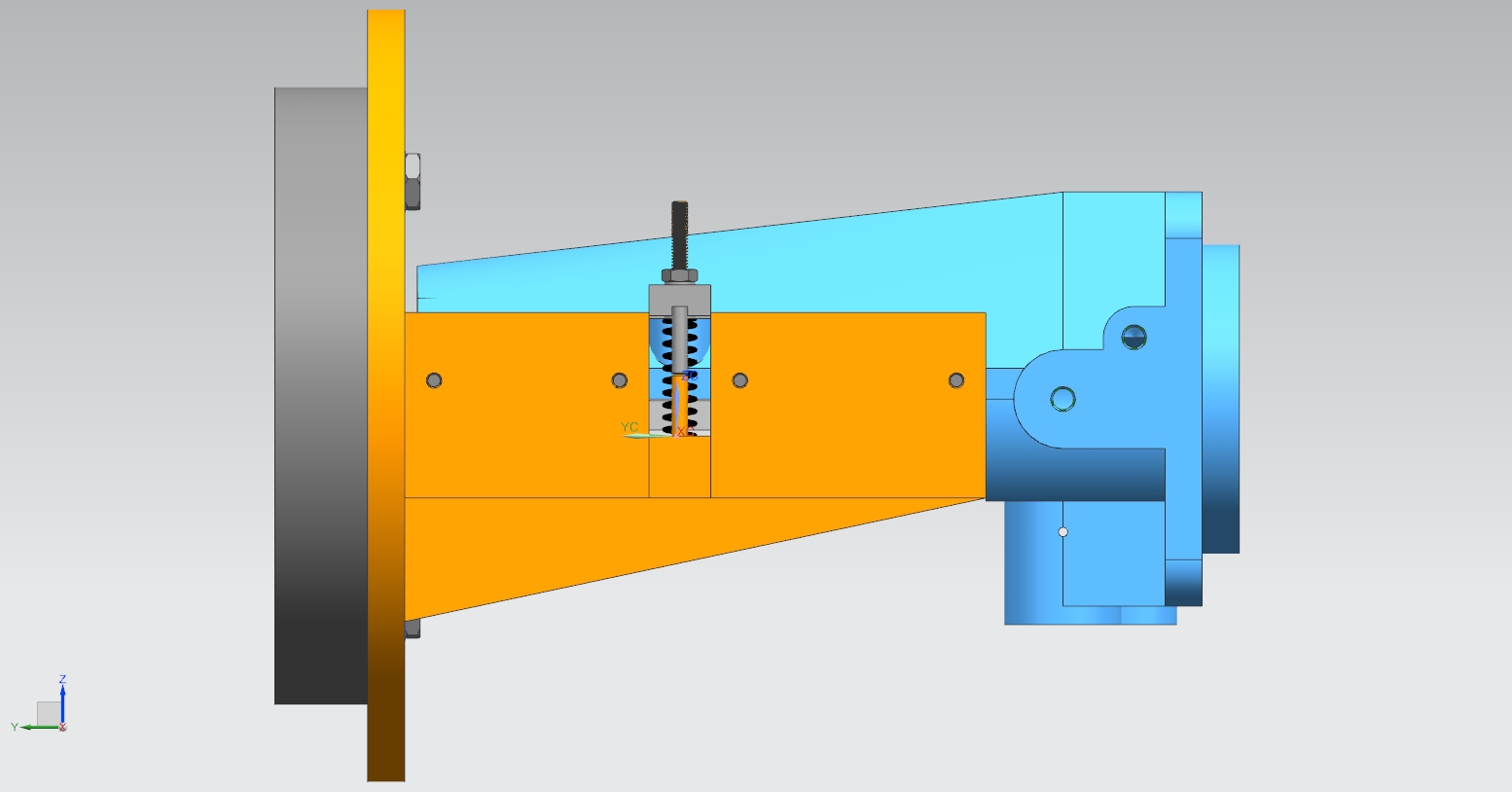
这份通过 UG 技术建模的钳孔工装模型,完整呈现其设计要点。
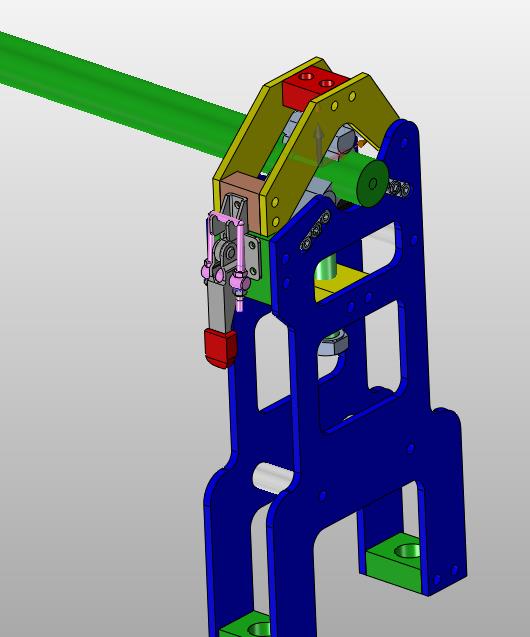
模型明细表清晰罗列了工装主体、定位元件、夹紧机构、连接部件等的名称、规格参数、材质及数量。例如,工装主体的尺寸、定位元件的精度等级等关键信息,为生产制造提供精确数据。
技术要求方面,对工装主体的加工精度、定位元件的定位准确性以及夹紧机构的夹紧力稳定性严格把控,确保工装在使用过程中的可靠性。同时,对各部件的耐磨性和防锈处理也有相应规定。
设计原理是利用定位元件确定工件位置,通过夹紧机构将工件牢固固定,以便对工件的孔进行精准加工。
钳孔工装主要应用于机械加工行业,用于辅助各类孔加工操作,提高加工精度和效率,保证产品质量。
版权说明
用户在本站上传的作品如侵犯到您的权益,请与本站管理员联系删除。用户在本站下载的原创作品,只拥有作品的使用权,著作权归原作者所有,未经合法授权,用户不得以任何形式发布、传播、复制、转售该作品。

0.jpg)
0.png)
0.png)
0.jpg)
0.png)
0.jpg)
AI渲染-将平面图渲染为真实效果图
原图
渲染图
正在渲染中,请稍候...

