登录注册
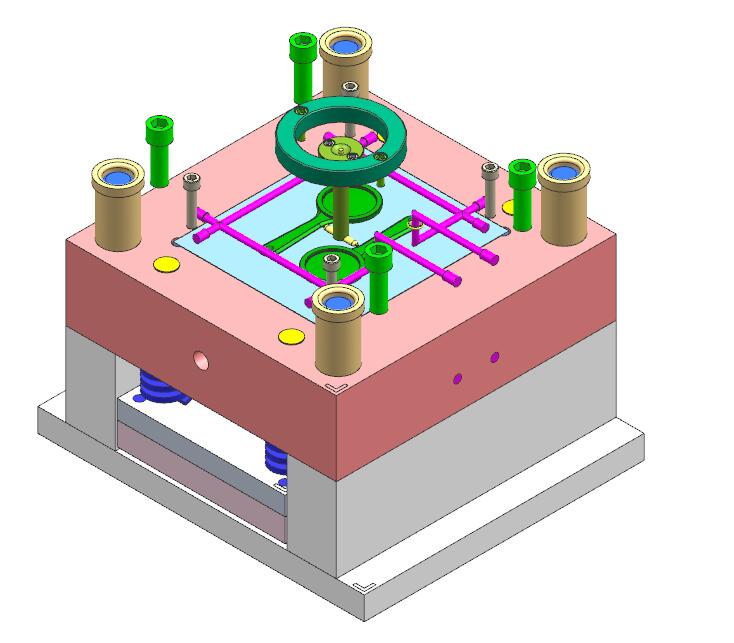
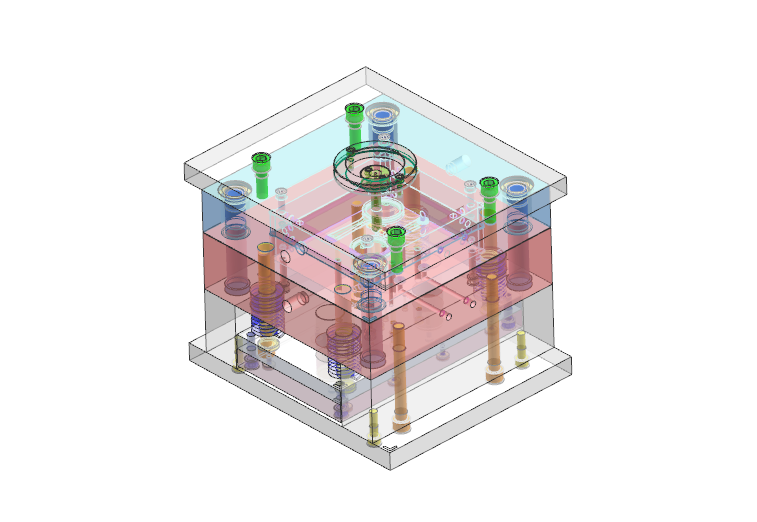
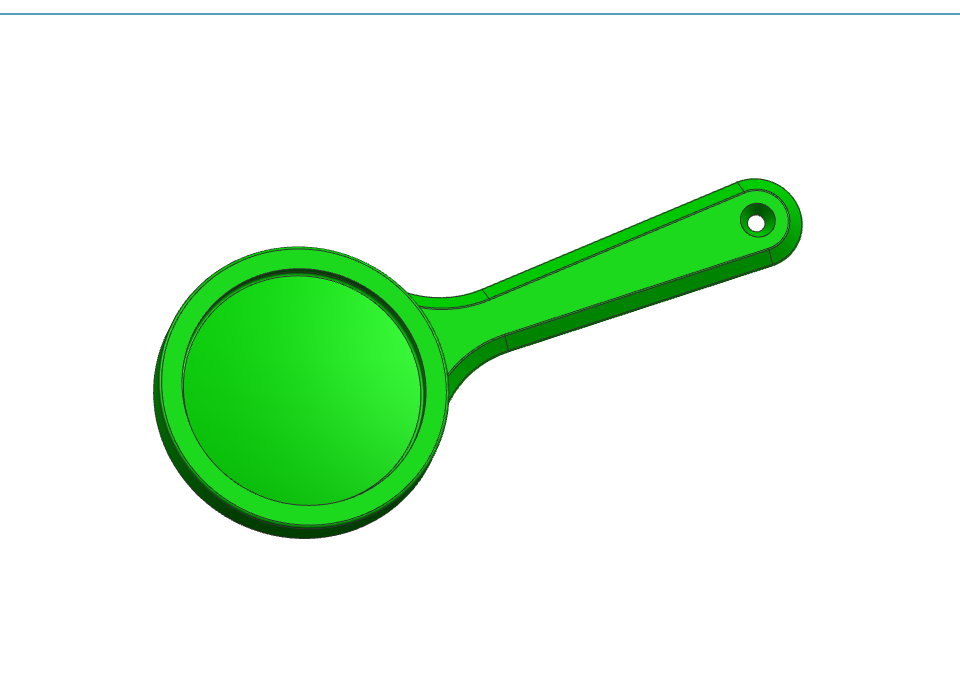
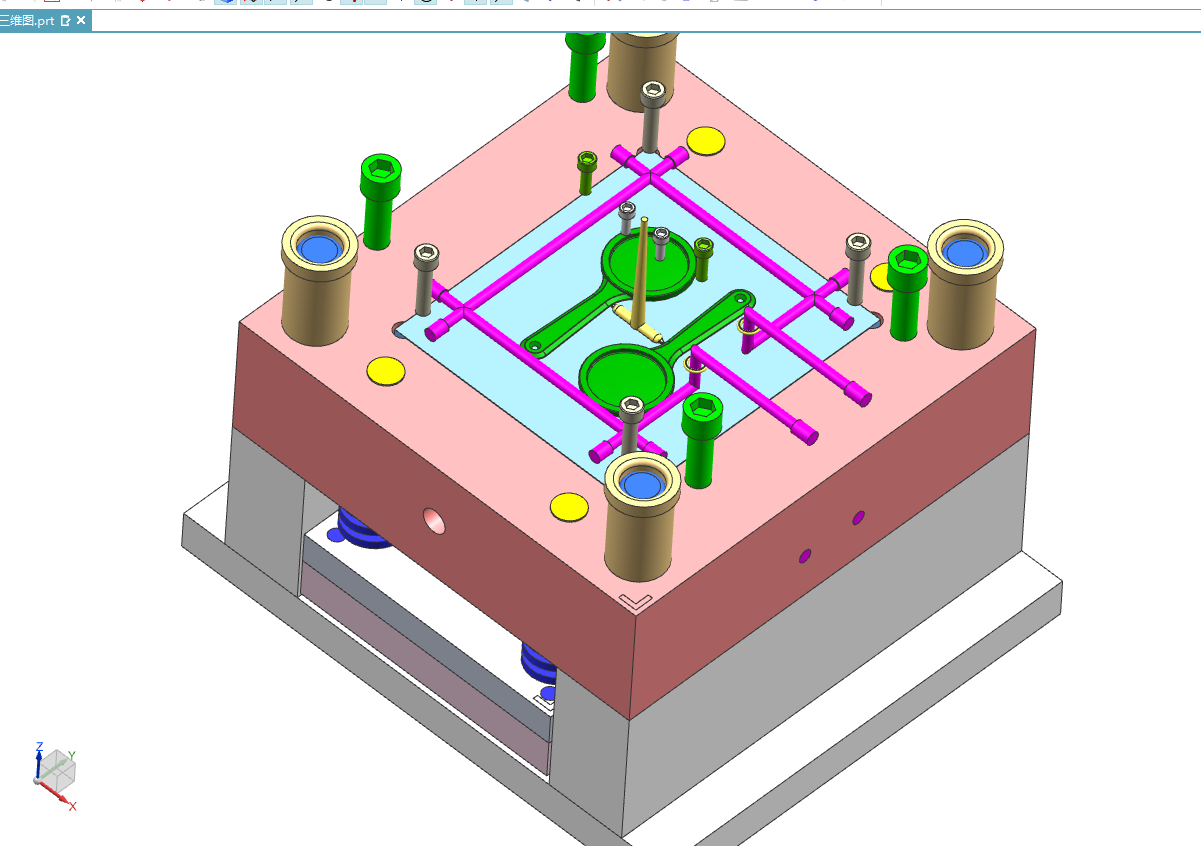
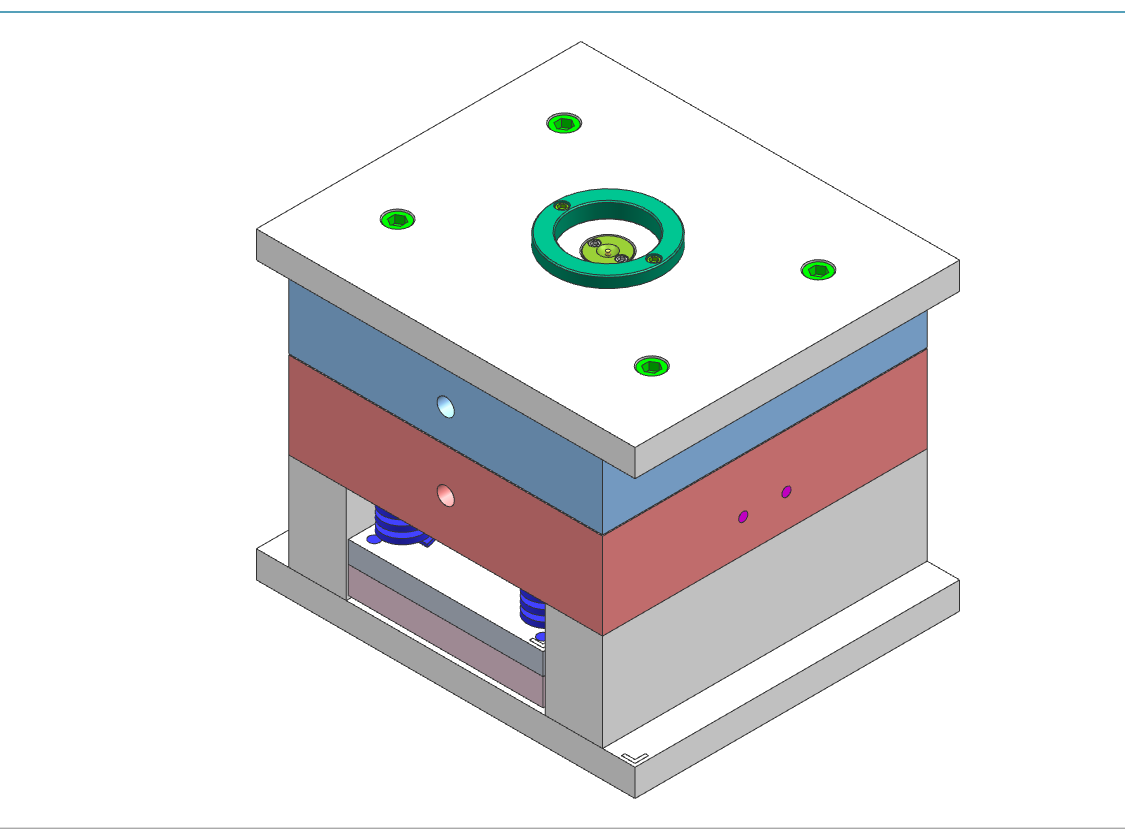
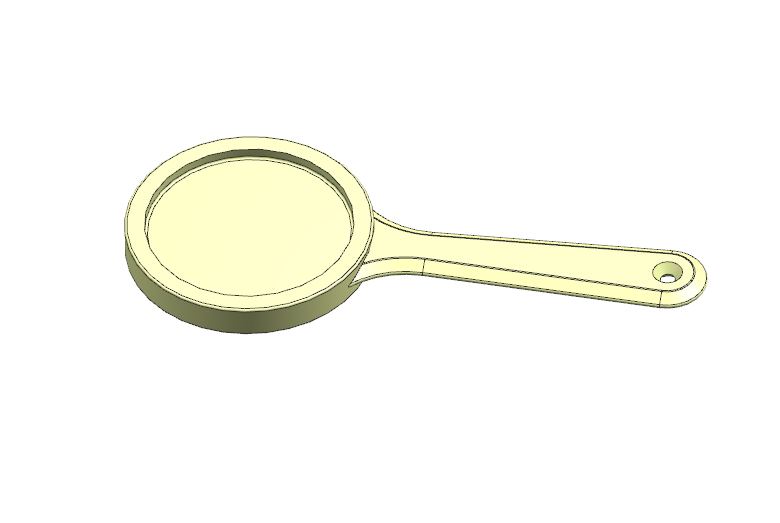
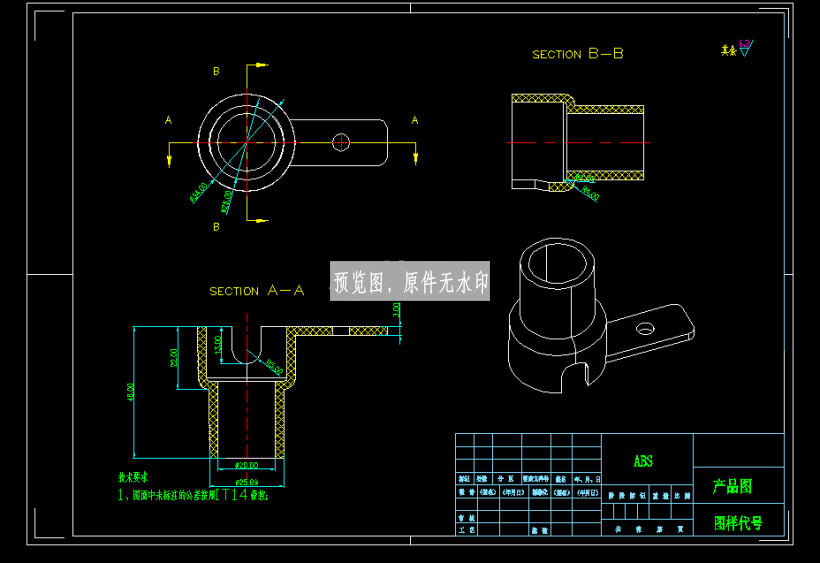
放大镜成型工艺分析及注塑模具设计含UG三维图(ID:816501)
0.png)





4.png)
1.png)
3.png)
2.png)








| # | 文件名称 | 文件大小 |
|---|---|---|
| 1 | 17009671328890.zip | 50.05M |
| 2 | proe三维文件.zip | 9.56M |
| 3 | 三维内部结构.jpg | 43.72K |
| 4 | 三维图.png | 140.51K |
| 5 | 三维塑件图.png | 31.71K |
| 6 | 上模板.dwg | 74.75K |
| 7 | 下模板.dwg | 74.03K |
| 8 | 全部图纸.dwg | 416.79K |
| 9 | 动模板.dwg | 92.47K |
| 10 | 型腔.dwg | 87.97K |
| 11 | 型芯.dwg | 90.22K |
| 12 | 塑件图.dwg | 77.25K |
| 13 | 外文翻译.zip | 118.01K |
| 14 | 定位环.dwg | 67.78K |
| 15 | 定模板.dwg | 82.50K |
| 16 | 放大镜开模前检讨-DFM.ppt | 310.00K |
| 17 | 放大镜模具设计说明书.doc | 2.41M |
| 18 | 模流分析.rar | 35.58M |
| 19 | 装配图.dwg | 205.84K |
| 20 | 0三维预览1.png | 60.48K |
| 21 | 0三维预览2.png | 63.72K |
| 22 | 0三维预览3.png | 188.87K |
| 23 | 0三维预览4.png | 65.07K |
| 24 | 三维图.prt | 3.20M |
| 25 | asm0001.asm.1 | 51.07K |
| 26 | asm0002.asm.1 | 144.54K |
| 27 | prt0001.prt.1 | 86.07K |
| 28 | prt0002.prt.1 | 79.12K |
| 29 | prt0003.prt.1 | 86.08K |
| 30 | prt0004.prt.1 | 79.21K |
| 31 | prt0005.prt.1 | 86.02K |
| 32 | prt0006.prt.1 | 79.11K |
| 33 | prt0007.prt.1 | 86.10K |
| 34 | prt0008.prt.1 | 79.17K |
| 35 | prt0009.prt.1 | 85.97K |
| 36 | prt0010.prt.1 | 79.19K |
| 37 | prt0011.prt.1 | 85.95K |
| 38 | prt0012.prt.1 | 79.13K |
| 39 | prt0013.prt.1 | 85.96K |
| 40 | prt0014.prt.1 | 79.20K |
| 41 | prt0015.prt.1 | 85.97K |
| 42 | prt0016.prt.1 | 79.13K |
| 43 | prt0017.prt.1 | 58.54K |
| 44 | prt0018.prt.1 | 59.40K |
| 45 | prt0019.prt.1 | 58.51K |
| 46 | prt0020.prt.1 | 59.39K |
| 47 | prt0021.prt.1 | 59.44K |
| 48 | prt0022.prt.1 | 58.53K |
| 49 | prt0023.prt.1 | 58.50K |
| 50 | prt0024.prt.1 | 59.39K |
| 51 | prt0025.prt.1 | 59.36K |
| 52 | prt0026.prt.1 | 59.37K |
| 53 | prt0027.prt.1 | 45.92K |
| 54 | prt0028.prt.1 | 78.52K |
| 55 | prt0029.prt.1 | 78.44K |
| 56 | prt0030.prt.1 | 78.55K |
| 57 | prt0031.prt.1 | 78.46K |
| 58 | prt0032.prt.1 | 311.35K |
| 59 | prt0033.prt.1 | 310.66K |
| 60 | prt0034.prt.1 | 311.33K |
| 61 | prt0035.prt.1 | 312.09K |
| 62 | prt0036.prt.1 | 69.57K |
| 63 | prt0037.prt.1 | 59.32K |
| 64 | prt0038.prt.1 | 59.30K |
| 65 | prt0039.prt.1 | 90.60K |
| 66 | prt0040.prt.1 | 90.60K |
| 67 | prt0041.prt.1 | 90.58K |
| 68 | prt0042.prt.1 | 90.61K |
| 69 | prt0043.prt.1 | 217.29K |
| 70 | prt0044.prt.1 | 80.67K |
| 71 | prt0045.prt.1 | 80.64K |
| 72 | prt0046.prt.1 | 80.63K |
| 73 | prt0047.prt.1 | 80.66K |
| 74 | prt0048.prt.1 | 217.96K |
| 75 | prt0049.prt.1 | 80.43K |
| 76 | prt0050.prt.1 | 80.42K |
| 77 | prt0051.prt.1 | 80.48K |
| 78 | prt0052.prt.1 | 80.47K |
| 79 | prt0053.prt.1 | 134.90K |
| 80 | prt0054.prt.1 | 127.68K |
| 81 | prt0055.prt.1 | 83.15K |
| 82 | prt0056.prt.1 | 83.10K |
| 83 | prt0057.prt.1 | 122.74K |
| 84 | prt0058.prt.1 | 83.46K |
| 85 | prt0059.prt.1 | 83.50K |
| 86 | prt0060.prt.1 | 205.16K |
| 87 | prt0061.prt.1 | 205.15K |
| 88 | prt0062.prt.1 | 529.25K |
| 89 | prt0063.prt.1 | 630.94K |
| 90 | prt0064.prt.1 | 330.36K |
| 91 | prt0065.prt.1 | 105.13K |
| 92 | prt0066.prt.1 | 105.19K |
| 93 | prt0067.prt.1 | 105.16K |
| 94 | prt0068.prt.1 | 105.15K |
| 95 | prt0069.prt.1 | 158.57K |
| 96 | prt0070.prt.1 | 75.50K |
| 97 | prt0071.prt.1 | 75.48K |
| 98 | prt0072.prt.1 | 75.50K |
| 99 | prt0073.prt.1 | 75.49K |
| 100 | prt0074.prt.1 | 505.00K |
| 101 | prt0075.prt.1 | 110.69K |
| 102 | prt0076.prt.1 | 111.73K |
| 103 | prt0077.prt.1 | 110.73K |
| 104 | prt0078.prt.1 | 110.97K |
| 105 | prt0079.prt.1 | 75.93K |
| 106 | prt0080.prt.1 | 75.94K |
| 107 | prt0081.prt.1 | 189.64K |
| 108 | prt0082.prt.1 | 70.10K |
| 109 | prt0083.prt.1 | 73.56K |
| 110 | prt0084.prt.1 | 73.57K |
| 111 | prt0085.prt.1 | 73.58K |
| 112 | prt0086.prt.1 | 73.54K |
| 113 | prt0087.prt.1 | 70.11K |
| 114 | prt0088.prt.1 | 70.09K |
| 115 | prt0089.prt.1 | 70.13K |
| 116 | prt0090.prt.1 | 318.13K |
| 117 | prt0091.prt.1 | 63.34K |
| 118 | prt0092.prt.1 | 63.34K |
| 119 | prt0093.prt.1 | 63.35K |
| 120 | prt0094.prt.1 | 63.33K |
| 121 | prt0095.prt.1 | 189.16K |
| 122 | prt0096.prt.1 | 74.04K |
| 123 | prt0097.prt.1 | 74.03K |
| 124 | prt0098.prt.1 | 74.03K |
| 125 | prt0099.prt.1 | 74.04K |
| 126 | 英文文献翻译.docx | 16.98K |
| 127 | 英文文献翻译原文.pdf | 105.47K |
| 128 | fangdajing_study.sdy | 654.45K |
| 129 | fangdajing_study1.crc | 773B |
| 130 | fangdajing_study1.die | 681B |
| 131 | fangdajing_study1.err | 25B |
| 132 | fangdajing_study1.fpo | 2.73K |
| 133 | fangdajing_study1.lsp | 3.09M |
| 134 | fangdajing_study1.of1 | 9.25M |
| 135 | fangdajing_study1.of2 | 6.96K |
| 136 | fangdajing_study1.op2 | 9.04M |
| 137 | fangdajing_study1.out | 10.13K |
| 138 | fangdajing_study1.ppc | 651.84K |
| 139 | fangdajing_study1.rfn | 1B |
| 140 | fangdajing_study1.rsp | 52.76M |
| 141 | fangdajing_study1.smk | 51.80K |
| 142 | fangdajing_study2Check.rfn | 1B |
| 143 | fangdajing_study3User.rfn | 1B |
| 144 | fangdajing_study4Doe.rfn | 1B |
| 145 | fangdajing_study5Mesh.crc | 170B |
| 146 | fangdajing_study5Mesh.of1 | 2.95K |
| 147 | fangdajing_study5Mesh.out | 745B |
| 148 | fangdajing_study5Mesh.rfn | 1B |
| 149 | fangdajing_study6.crc | 231B |
| 150 | fangdajing_study6.err | 29B |
| 151 | fangdajing_study6.lsp | 3.09M |
| 152 | fangdajing_study6.out | 1.76K |
| 153 | fangdajing_study6.ow3 | 555.59K |
| 154 | fangdajing_study6.rfn | 1B |
| 155 | fangdajing_study7Check.rfn | 1B |
| 156 | ____.rpt | 5.34K |
| 157 | 放大镜.mpi | 159B |
| 158 | anim_item_template.htm | 197B |
| 159 | avi_item_template.htm | 265B |
| 160 | background.gif | 185B |
| 161 | bullet.gif | 36B |
| 162 | coverpic.gif | 3.55K |
| 163 | filelist.htm | 410B |
| 164 | image_item_template.htm | 170B |
| 165 | item_layout_template.htm | 161B |
| 166 | logo.gif | 5.70K |
| 167 | logo_autodesk.gif | 1.10K |
| 168 | report.htm | 650B |
| 169 | reports.css | 1.66K |
| 170 | report_bkgd.jpg | 1.13K |
| 171 | report_contents.htm | 15.98K |
| 172 | report_cover.htm | 1.13K |
| 173 | report_logo.gif | 3.55K |
| 174 | report_mso_sum.htm | 85B |
| 175 | report_sample.gif | 949B |
| 176 | report_toc.htm | 4.88K |
| 177 | summary_item_template.htm | 235B |
| 178 | text_item_template.htm | 183B |
| 179 | toc_item_template.htm | 124B |
| 180 | fangdajing_study_射出重量XY_图1.gif | 54.10K |
| 181 | fangdajing_study体积收缩率1.gif | 91.48K |
| 182 | fangdajing_study充填区域1.gif | 50.34K |
| 183 | fangdajing_study充填区域2.gif | 1.21M |
| 184 | fangdajing_study充填时间1.gif | 89.77K |
| 185 | fangdajing_study充填时间2.gif | 1.63M |
| 186 | fangdajing_study冻结层因子1.gif | 101.23K |
| 187 | fangdajing_study分析日志.txt | 740B |
| 188 | fangdajing_study剪切速率,体积1.gif | 53.41K |
| 189 | fangdajing_study压力1.gif | 52.32K |
| 190 | fangdajing_study压力2.gif | 2.49M |
| 191 | fangdajing_study变形,所有因素X_方向1.gif | 86.32K |
| 192 | fangdajing_study变形,所有因素Y_方向1.gif | 79.72K |
| 193 | fangdajing_study变形,所有因素Z_方向1.gif | 84.56K |
| 194 | fangdajing_study变形,所有因素变形1.gif | 85.54K |
| 195 | fangdajing_study填充末端冻结层因子1.gif | 89.92K |
| 196 | fangdajing_study填充末端冻结层因子2.gif | 1.69M |
| 197 | fangdajing_study填充末端压力1.gif | 68.22K |
| 198 | fangdajing_study填充末端压力2.gif | 1.56M |
| 199 | fangdajing_study填充末端总体温度1.gif | 92.62K |
| 200 | fangdajing_study填充末端总体温度2.gif | 1.54M |
| 201 | fangdajing_study壁上剪切应力1.gif | 52.42K |
| 202 | fangdajing_study平均速度1.gif | 47.83K |
| 203 | fangdajing_study平均速度2.gif | 2.65M |
| 204 | fangdajing_study心部取向1.gif | 62.45K |
| 205 | fangdajing_study总体温度1.gif | 89.53K |
| 206 | fangdajing_study总体温度2.gif | 2.94M |
| 207 | fangdajing_study推荐的螺杆速度XY_图1.gif | 55.22K |
| 208 | fangdajing_study料流量1.gif | 48.27K |
| 209 | fangdajing_study机器设置.txt | 1.96K |
| 210 | fangdajing_study气穴1.gif | 45.82K |
| 211 | fangdajing_study注射位置处压力XY_图1.gif | 55.35K |
| 212 | fangdajing_study流动前沿温度1.gif | 91.51K |
| 213 | fangdajing_study流动前沿温度2.gif | 1.61M |
| 214 | fangdajing_study流动速率,柱体1.gif | 49.04K |
| 215 | fangdajing_study熔接线1.gif | 47.11K |
| 216 | fangdajing_study第一主方向上的型腔内残余应力1.gif | 93.21K |
| 217 | fangdajing_study第二主方向上的型腔内残余应力1.gif | 89.10K |
| 218 | fangdajing_study结果摘要.txt | 608B |
| 219 | fangdajing_study缩痕估算1.gif | 51.98K |
| 220 | fangdajing_study缩痕阴影1.gif | 51.98K |
| 221 | fangdajing_study缩痕,指数1.gif | 94.80K |
| 222 | fangdajing_study表层取向1.gif | 62.14K |
| 223 | fangdajing_study达到顶出温度的时间1.gif | 94.51K |
| 224 | fangdajing_study速度压力切换时的压力1.gif | 70.75K |
| 225 | fangdajing_study锁模力XY_图1.gif | 55.24K |
| 226 | fangdajing_study锁模力质心1.gif | 47.42K |
| 227 | fangdajing_study顶出时的体积收缩率1.gif | 93.66K |
此图纸下载需要598金币
立即下载
发布者
高大的钻石
创作: 22644
粉丝: 654
加入时间:2023-06-16

模型信息
图纸格式:dwg,prt,asm,pdf
文件大小:51.25M
所需金币:598
上传时间:2023-11-26 10:52:26
是否可编辑:可修改,包括参数
版本:PROE
标签
图纸简介
版权说明
用户在本站上传的作品如侵犯到您的权益,请与本站管理员联系删除。用户在本站下载的原创作品,只拥有作品的使用权,著作权归原作者所有,未经合法授权,用户不得以任何形式发布、传播、复制、转售该作品。
作者其它图纸 查看更多
0.png)
0.png)
0.png)
0.png)
0.png)
0.png)
0.png)