
登录注册
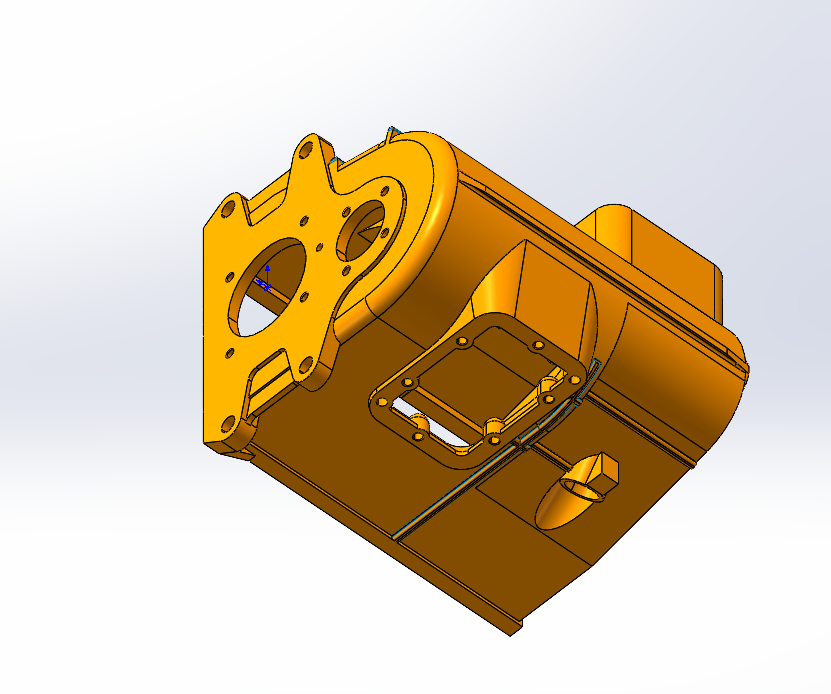
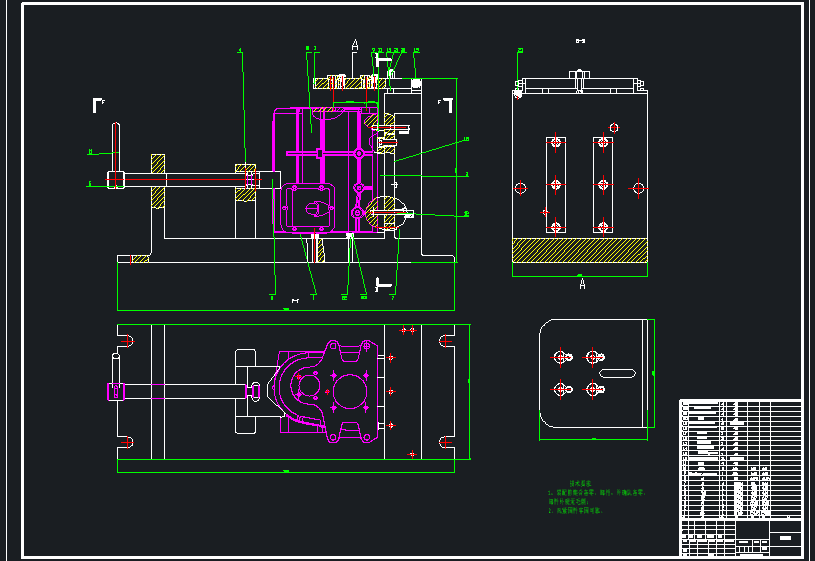
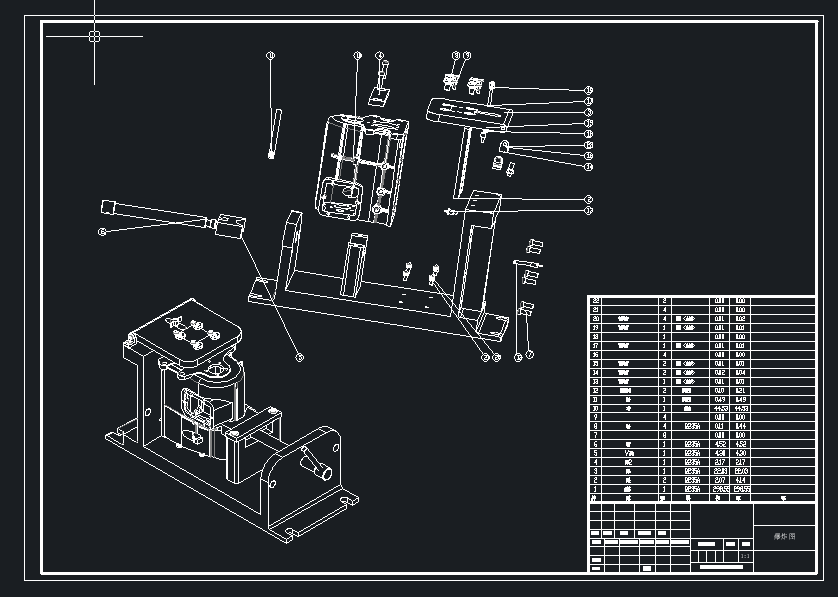
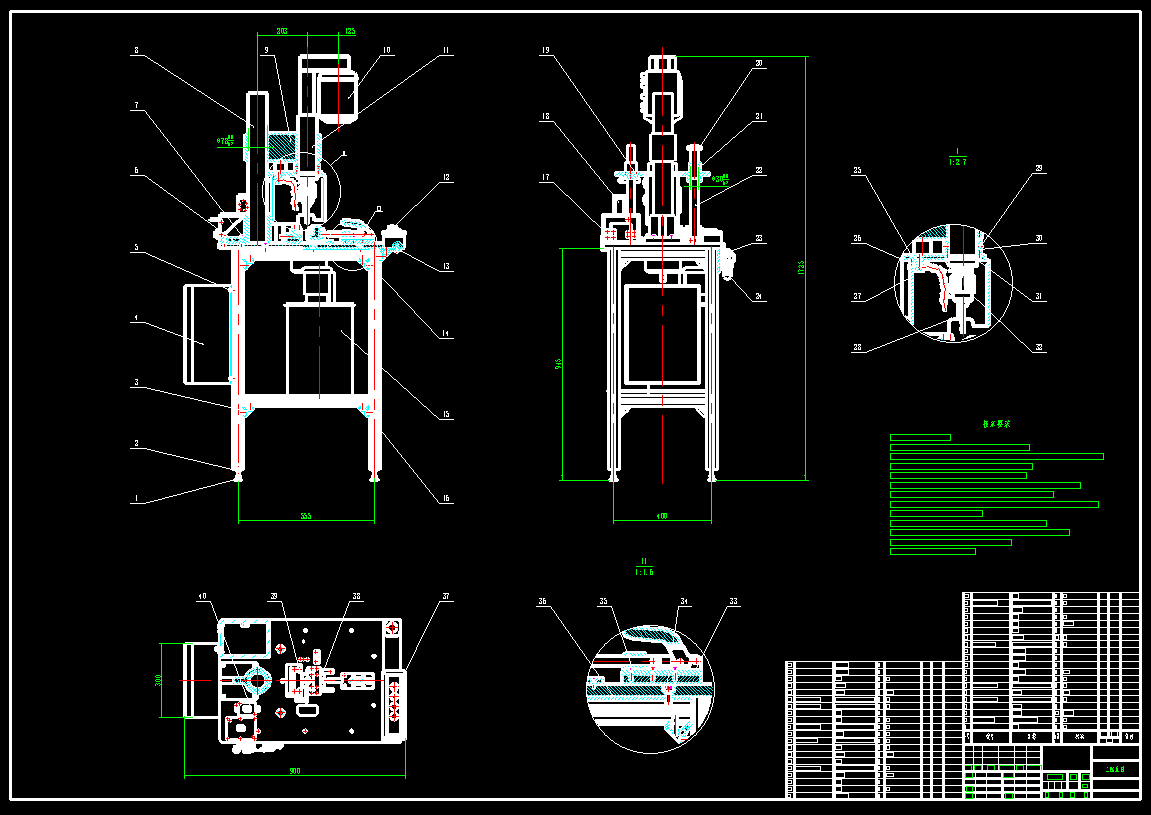
汽车变速箱箱体加工工艺及钻孔夹具的设计(ID:893534)
查找相似图纸
截图
AI截图渲染
✨AI图片渲染
| # | 文件名称 | 文件大小 |
|---|---|---|
| 1 | 工序卡-钻为本次设计的夹具.doc | 75.00K |
| 2 | 工序卡-铣.doc | 77.00K |
| 3 | 工序卡-镗.doc | 59.00K |
| 4 | 开题报告.docx | 225.95K |
| 5 | 机械加工工艺过程卡片-实际使用的工艺卡.docx | 38.51K |
| 6 | 说明书1.docx | 922.79K |
| 7 | 零件三维图.SLDPRT | 1.83M |
| 8 | 压板2.DWG | 141.34K |
| 9 | 垫块.DWG | 163.47K |
| 10 | 夹具体.DWG | 193.12K |
| 11 | 夹具总装1.dwg | 333.87K |
| 12 | 夹具爆炸图.DWG | 691.92K |
| 13 | 导套.DWG | 152.07K |
| 14 | 装夹口1.dwg | 149.25K |
| 15 | 111.SLDPRT | 116.29K |
| 16 | BLPS12-60.SLDPRT | 145.83K |
| 17 | slottedscrewswithwaistedshankgb.sldprt | 171.81K |
| 18 | 压板.SLDPRT | 131.86K |
| 19 | 压板2.SLDPRT | 86.40K |
| 20 | 可调节支撑钉.SLDPRT | 212.86K |
| 21 | 固定耳.SLDPRT | 94.50K |
| 22 | 垫块.SLDPRT | 96.91K |
| 23 | 夹具体.SLDPRT | 358.70K |
| 24 | 夹具底部固定板.SLDPRT | 606.26K |
| 25 | 夹具总装.SLDASM | 2.34M |
| 26 | 夹紧杆.SLDPRT | 150.68K |
| 27 | 导套.SLDPRT | 113.48K |
| 28 | 工件.SLDPRT | 1.83M |
| 29 | 把手.SLDPRT | 852.06K |
| 30 | 挡板.SLDPRT | 85.89K |
| 31 | 棱形销.stp.SLDPRT | 106.50K |
| 32 | 蝶形螺母-自制.SLDPRT | 71.65K |
| 33 | 螺柱.SLDPRT | 104.31K |
| 34 | 螺栓·.SLDPRT | 157.73K |
| 35 | 装夹口.SLDPRT | 92.59K |
| 36 | 辅助支撑柱.SLDPRT | 59.27K |
| 37 | 零件图.SLDPRT | 1.84M |
此图纸下载需要340金币
立即下载
发布者
微风机械设计工作室
创作: 213
粉丝: 32
加入时间:2024-01-18

模型信息
图纸ID:893534
图纸格式:sldprt,dwg,sldasm
文件大小:13.32M
所需金币:340
上传时间:2024-01-19 13:37:03
是否可编辑:可修改,包括参数
软件版本:SOLIDWORKS 2020
标签
变速箱夹具
汽车变速箱加工工艺
变速箱加工
变速箱夹紧
图纸简介
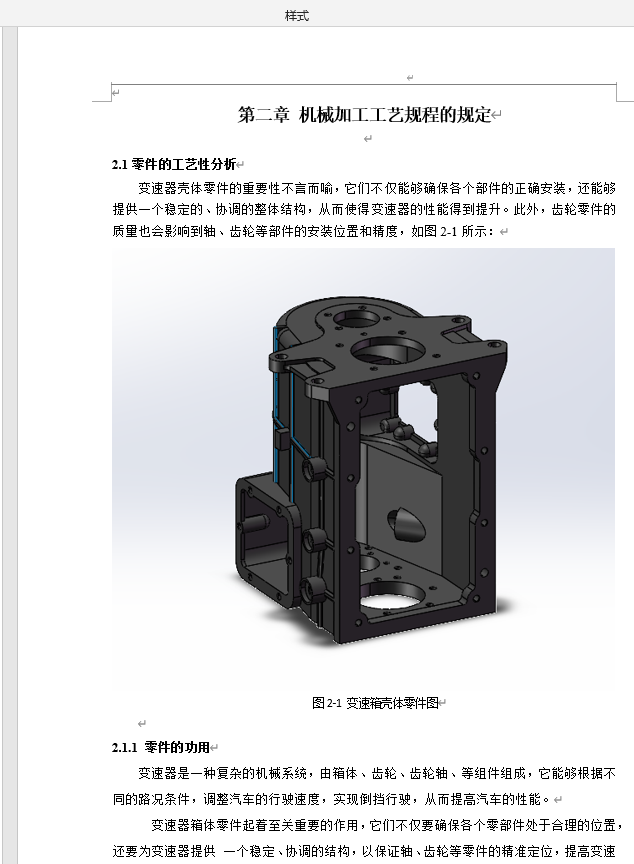
在对本次论文设计的重要性和它的目标进行了简单的讲解之后,对机械加工中的工艺的规程和工装设计的内容进行了特别认真详细的描述。在工艺规程设计中,第一分析了壳体零件的工艺性,第二确定下来了壳体零件的毛坯的类型和大小尺寸。然后确定了壳体零件操作的工艺线路和加工的设备,后来对每一个工序的切削的用量和基本的加工时间做了了计算。在工装工装夹具设计的流程中,第一分析了此次工装设计的步骤,接着确定下来了壳体零件的定位的方案,确定来了制造的零件的夹紧的方法。最后计算了夫紧力和定位误差,确定了导向的装置和夫具体设计中应该注重的事情。
版权说明
用户在本站上传的作品如侵犯到您的权益,请与本站管理员联系删除。用户在本站下载的原创作品,只拥有作品的使用权,著作权归原作者所有,未经合法授权,用户不得以任何形式发布、传播、复制、转售该作品。
0.png)
0.png)
0.png)
0.png)
0.png)

0.png)
0.png)
0.png)
0.png)
0.jpg)
0.png)
0.png)
AI渲染-将平面图渲染为真实效果图
原图
渲染图
正在渲染中,请稍候...

